来源:精智益造
一、标准化作业概述
-
标准作业是运用较少的工位、人员,生产出高品质产品的一种工作手法。
-
标准作业是以人的动作为中心,排除在作业动作中的浪费( MUDA )。
1、标准化管理的优势
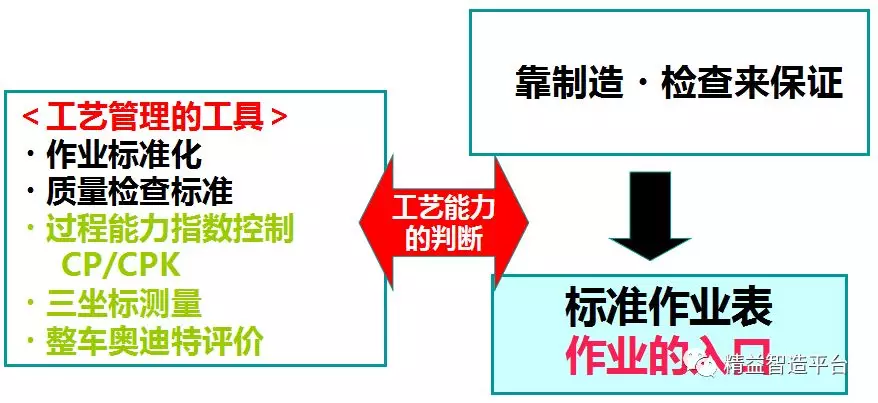
(1)工艺的实际能力由标准化作业保证
(2)标准化作业是制造现场的规则和财富
①如果能够按照作业标准进行的话,无论谁都能生产出同样质量的产品。
②遵守作业标准,就是保证质量,确保产量、降低成本、提高安全性等。
③标准化作业的内容是制造企业的巨大财富。
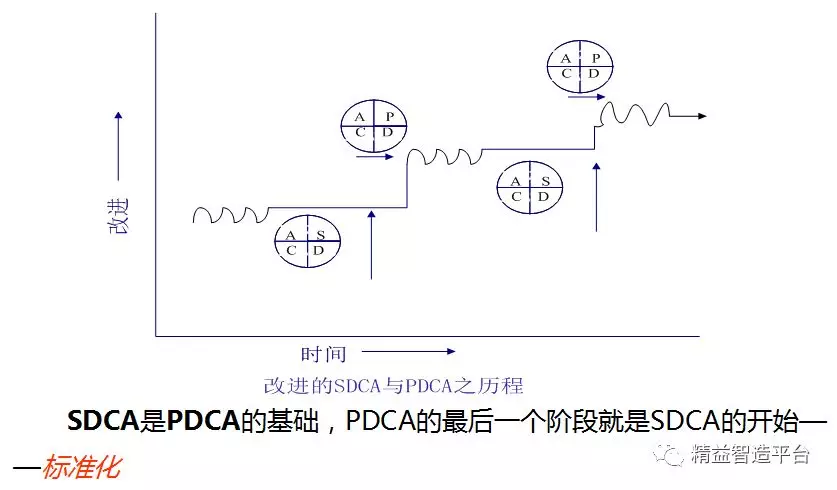
(3)标准化作业是持续改进的基础
许多管理人员有一个错误观念,认为标准化就是找到执行某项工作的最佳科学方法,并且固定地实施此方法。
现今的标准化是促成未来改善的必要基础,如果你把标准化视为现在你能想到的最佳境界但却是未来可以做到的改善,你就能有所精进;但是,如果你把标准化当成设定种种限制,那么,你的流程就会停止。
2、标准化作业的两大内容
(1)标准化作业的条件
①是以人的动作为中心的作业
②要多次重复的作业
③制成的标准是在作业现场进行实施
(2)标准化作业的3要素
①节拍
②作业步骤
③标准维持(在制品库存)
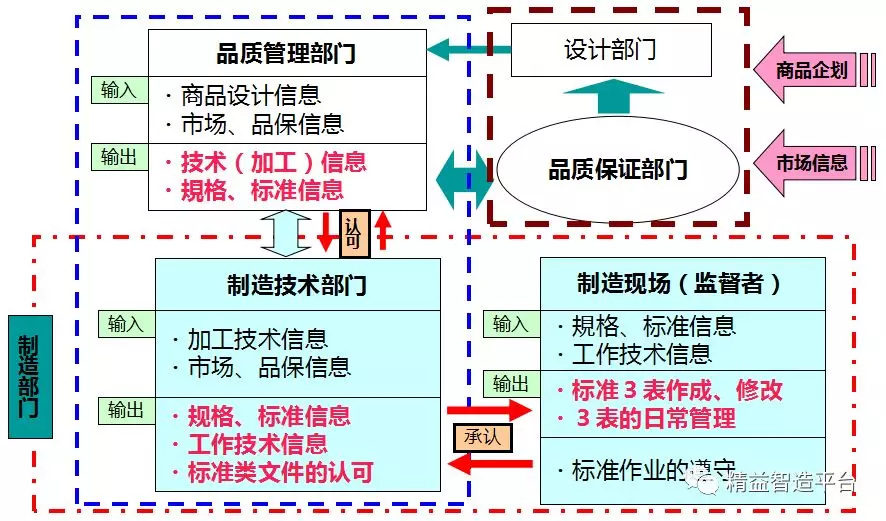
二、QPS系统
品质程序系统-QPS是由一系列的表格组成,是控制过程质量的工具和标准,也是作业人员进行持续改善的基础。
1、标准作业三表
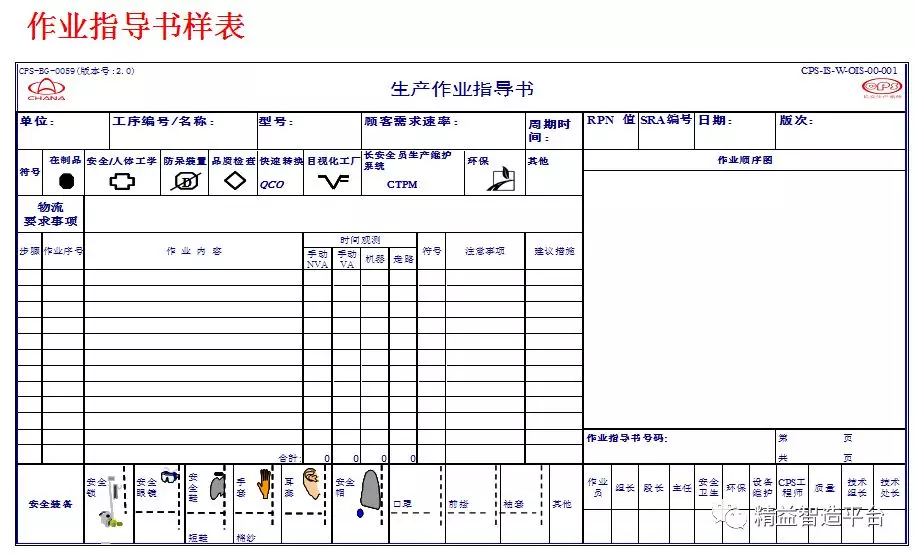
(1)作业指导书——决定标准作业顺序的书面表格:
作业指导书的重要知识点一生产周期与顾客需求速率
作业指导书的重要知识点二有价值时间、无价值时间
作业指导书的重要知识点三作业顺序图
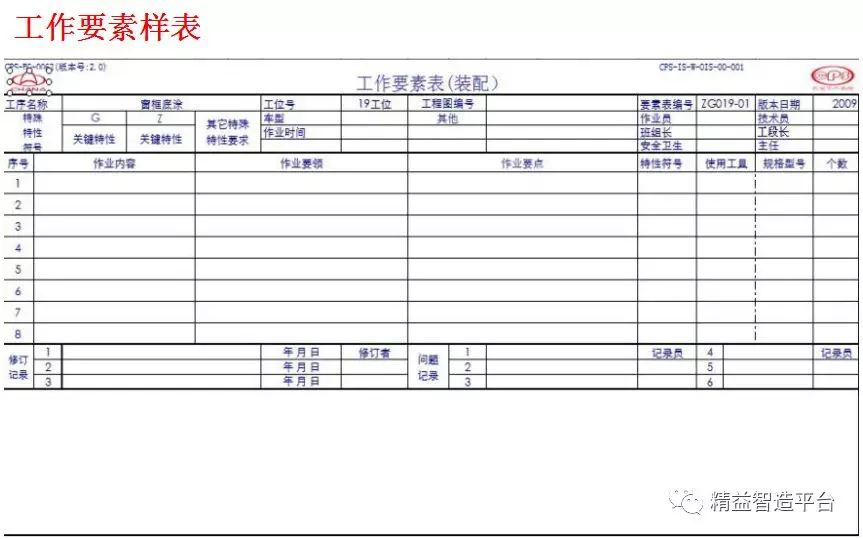
(2)工作要素表——记录作业时“特别注意事项”的表格,是对新员工进行培训的最好的工具:
工作要素表的重要知识点一作业内容、作业要领、作业要点
工作要素表的重要知识点二标注作业起始位置及作业动作顺序
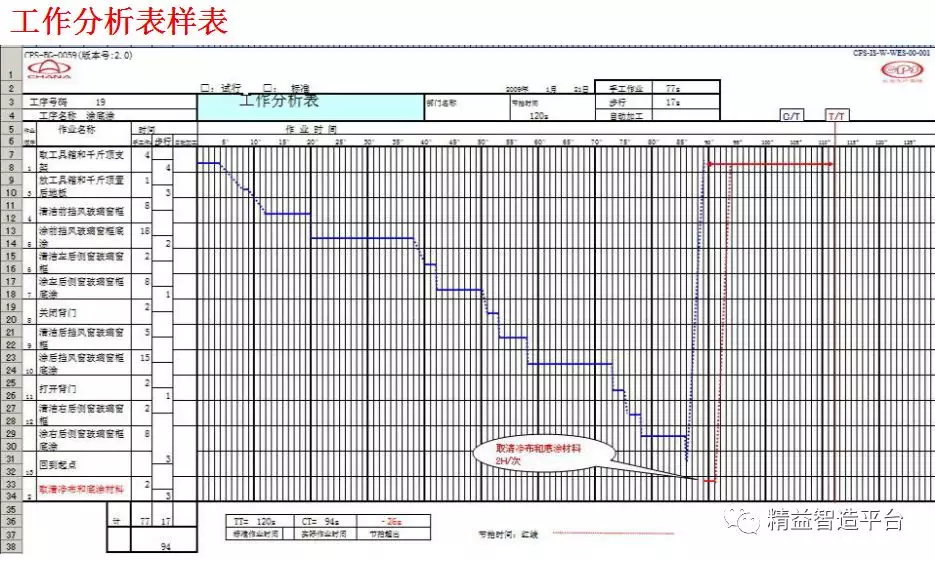
(3)工作分析表——明确各工序的手工作业、歩行时间等表明在节拍内的作业内容的表格:
工作分析表的知识点一TT与CT
工作分析表的知识点二 时间与动作符号
2、工位平衡图与产能分析表
(1)工作平衡图
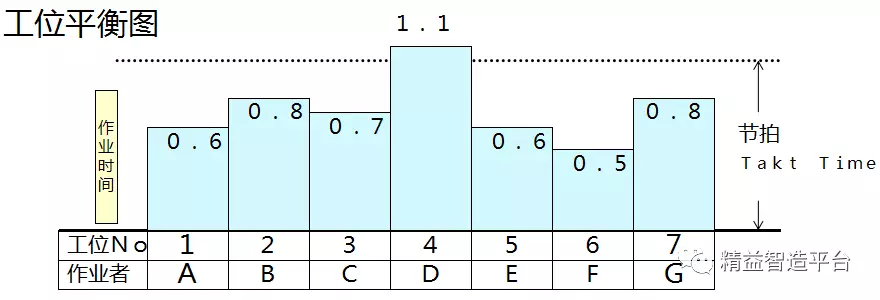
以图表方式显示工作小组在一个工作周期中进行的所有工作要素或步骤。它确认该工序是否超过或小于顾客需求速率、操作员们的工作量是否平衡。每一名操作员所需的时间柱状图应由每个程序步骤的时间组成。
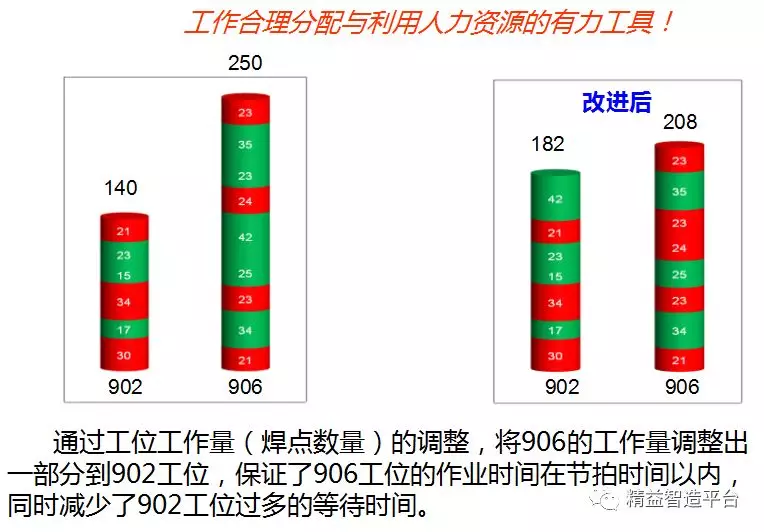
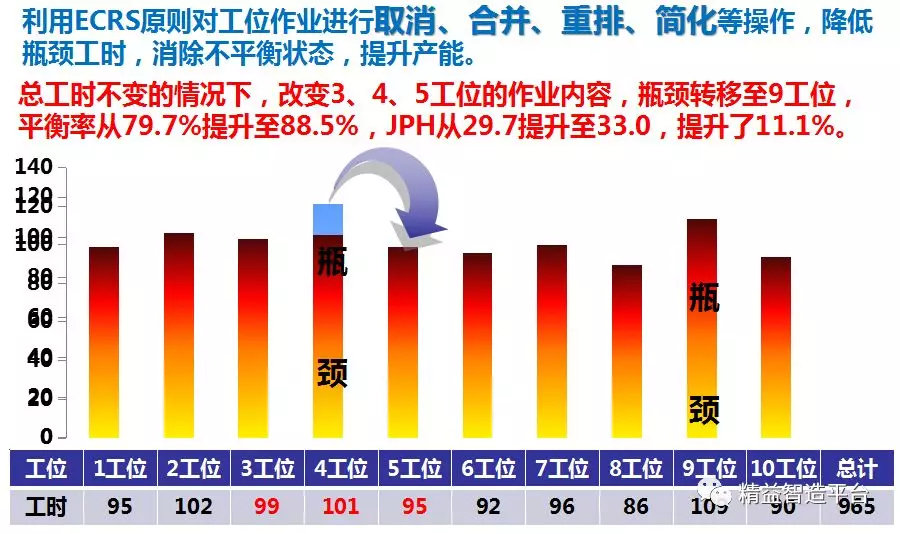
利用工位平衡图进行改善:

(2)产能分析表

产能分析表显示的是每一生产制作过程的产能,通过产能分析表的应用可以对找出生产线的问题点及瓶颈生产制作工序,整体评价设备绩效。
3、定位置停止作业方式
(1)定位置停止作业方式的目的
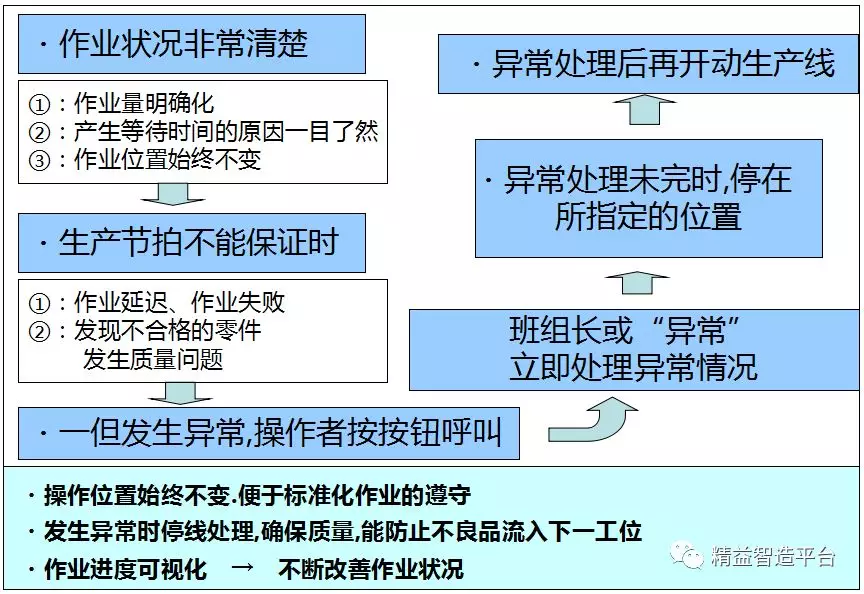
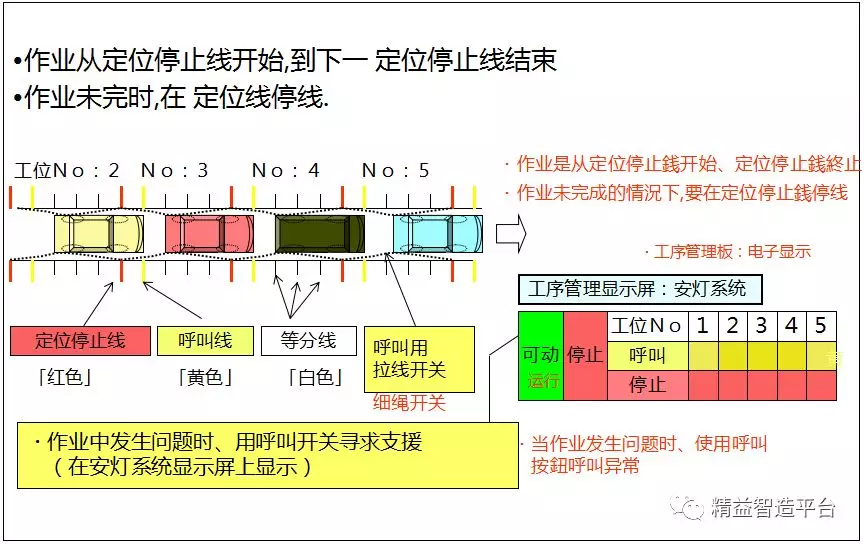
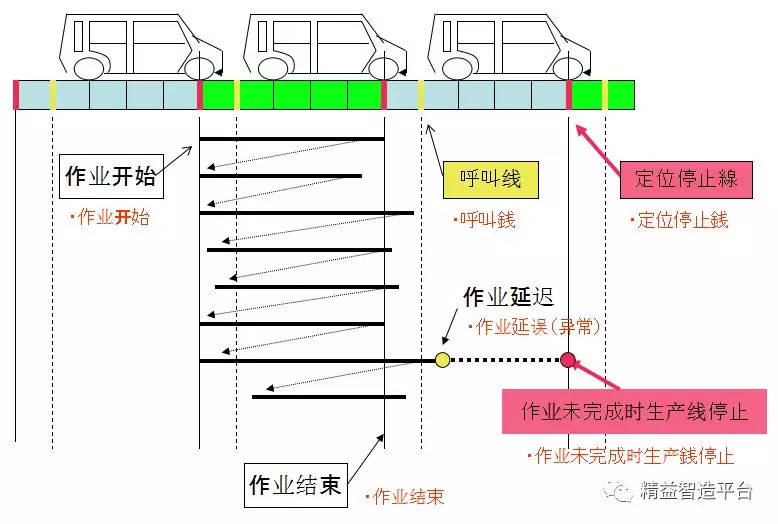
(2)定位置停止作业方式介绍
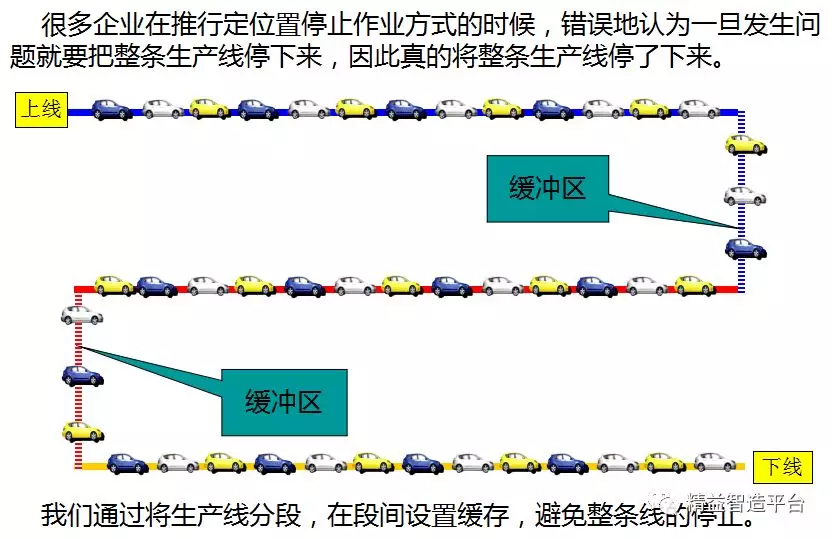
(3)定位置停止作业方式的保证——分段停止的生产线
三、标准化作业的执行与改善
1、标准化作业的执行过程
(1)作业的标准的形成过程
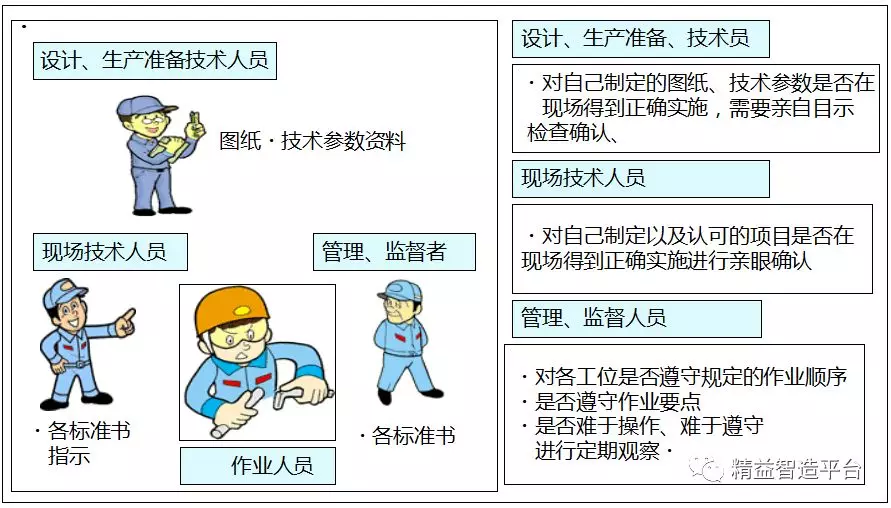
(2)标准化作业在生产现场的确认——消除不标准的作业
(3)标准化作业的遵守与改善

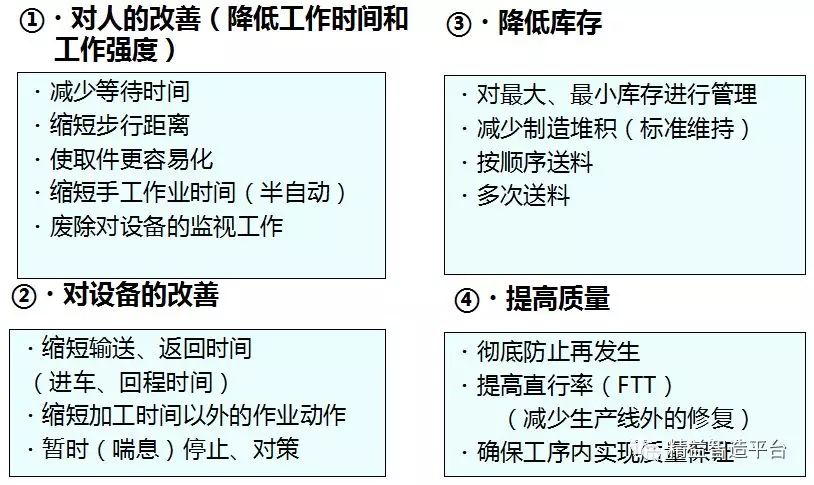
2、标准化作业改善的着眼点
推行标准化作业的最终目标也是通过持续改善不断消除生产现场的各种浪费。
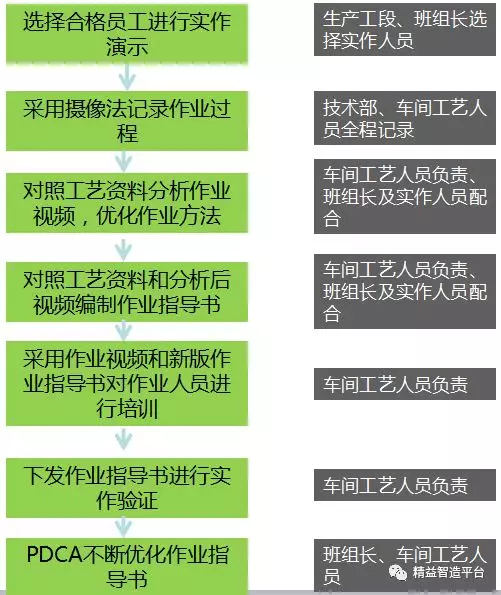
3、标准化作业推进流程
4、开展标准化作业改善– IE技术的应用
(1)IE技术之作业测定
①作业测定(工作衡量)是运用各种技术来确定合格工人按照规定的作业标准,完成某项工作所需时间的过程。对于企业而言,如果时间标准能科学制定,配合以奖励制度,必然会提高生产效率。但如果时间标准制定得不合理(过低或过高),相反还会起到消极作用。
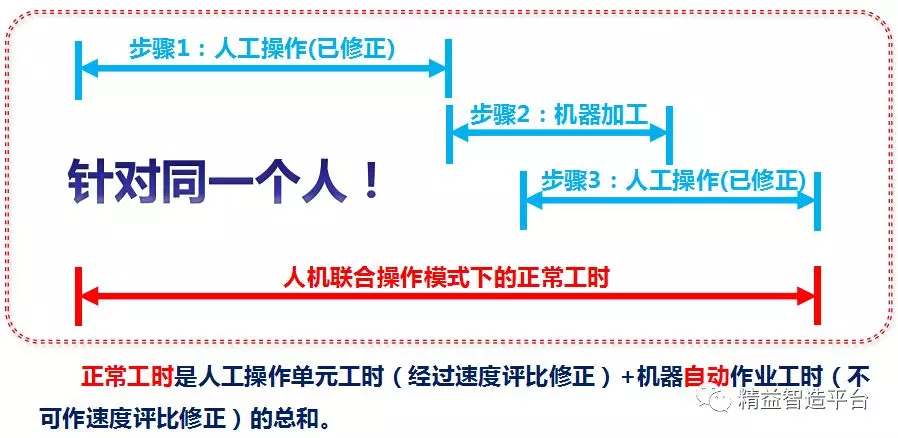
②标准工时的测定步骤:反复观测得的作业时间,经评比率修正为正常工时。修正的目的是降低由于外间环境发生变化对作业时间的影响。
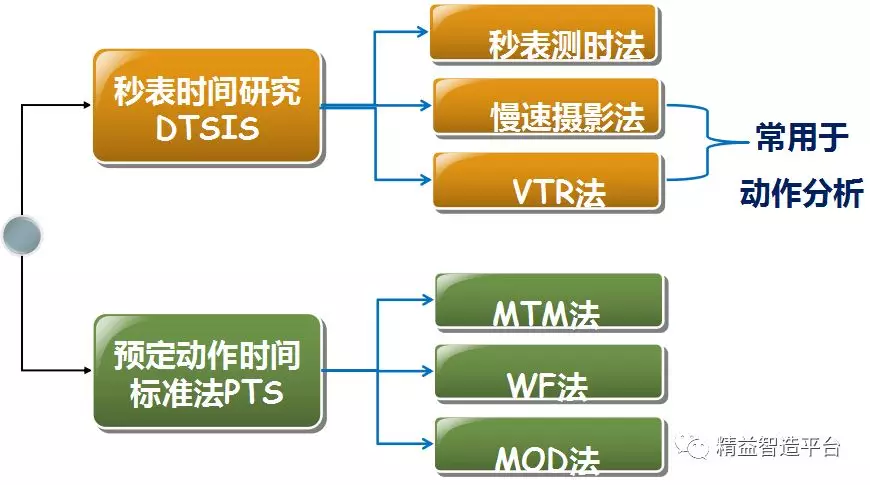
③标准工时的测定方法:
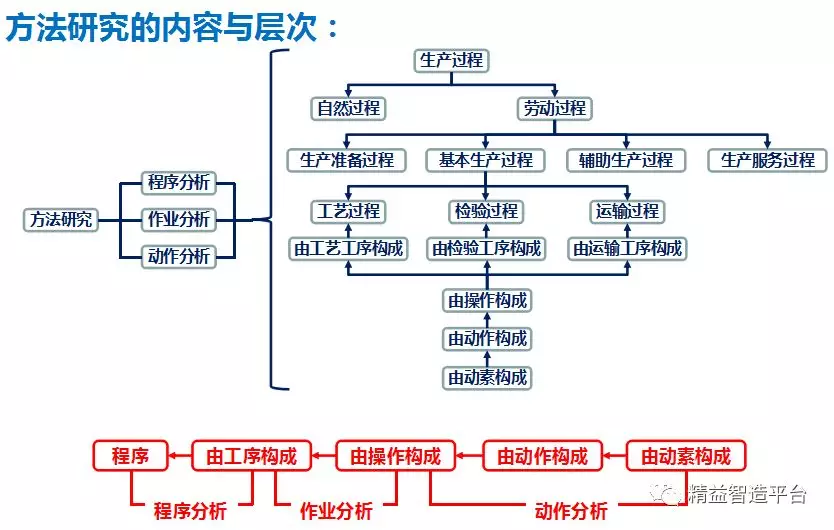
(2)IE技术之方法研究
①方法研究目的:
是作业系统的设计及改善,作业者的动作分析、作业者和设备等的作业分析、现场工序分析等都属于方法研究。通过方法研究做作业系统的再设计、业务设计、作业时间的缩短等,使其可以发展为理想的系统。
②方法研究的步骤:
1-选择研究对象。方法研究的对象具有选择性,不仅要考虑其可行性,更要考虑其经济性。(喜欢此类文章,关注微信公众号“精益智造平台”)
2-现场调查、记录实况。在选定调查对象后,就需要记录与现行方法有关的事实,这些事实是分析现行方法、开发新方法的基础。
3-分析研究和开发新方法。分析和开发者两个步骤很难分开。
4-建立和评价最优方案。各种方案都有优缺点,十全十美的方案是不存在的。
5-实施新方案,按照新工作方案的要求对操作者进行培训和教育,在实际工作中逐渐实施新的方案。
6-制定标准方法。建立新的工作目标,今后按照新的工作目标在培训操作者。
7-维持。
(3)IE技术之七大手法
IE七大手法是企业内部IE人员或其他人员用来进行流程或其他活动改善的基本手法(工具)。

(七大手法详细解析下载完整版文档可查看)
(4)IE技术之工位平衡
工作平衡图以图表方式显示工作小组在一个工作周期中进行的所有工作要素或步骤,确认该工序是否超过或小于顾客需求速率。
①举例:某生产线的标准工时(单位:s),我们可以看出:
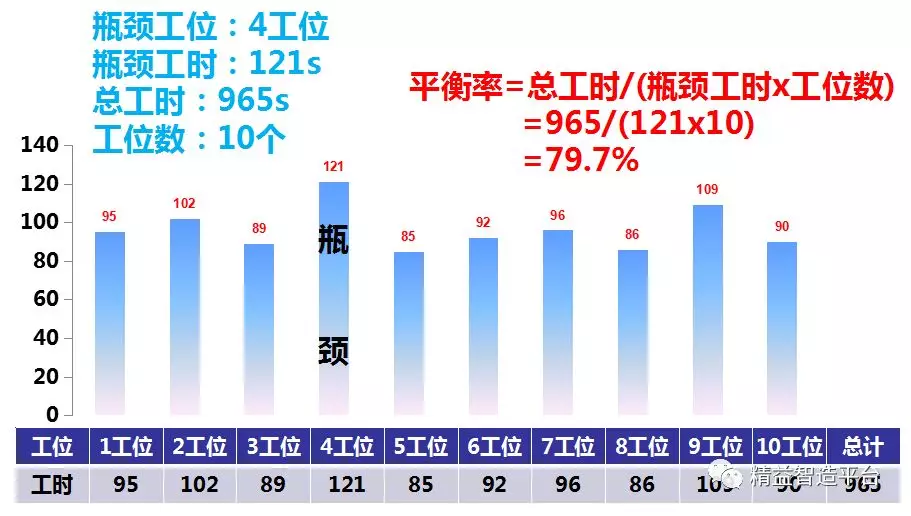
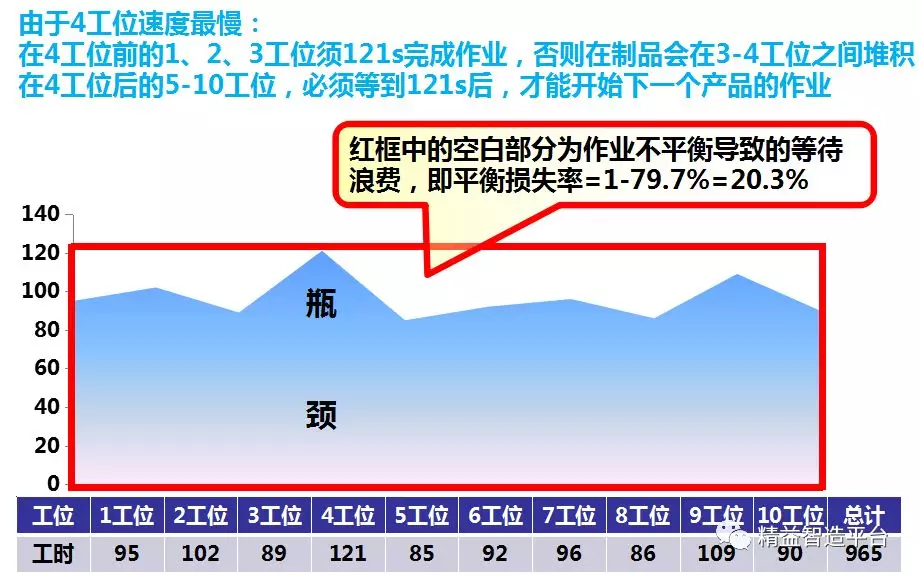
刚才的直方图转化为面积图后,我们可以看到:
②某生产线的标准工时(单位:s)
(5)IE技术之人机工程
人机工程学是一门多学科的交叉学科,通过进行人体结构、功能,心理以及力学等问题研究,用以设计使操作者能发挥最大效能的机械、仪器和控制装置,并研究控制台上各个仪表的最适位置。
人机工程改进目的:
-
机宜人:器物设计要适合解剖学、生理学、心理学等各方面人的因素。
-
人适机:充分发挥人在能动性、可塑性、创造性,通过学习训练提高技能等方面的特长,使人机系统更好地发挥效能。

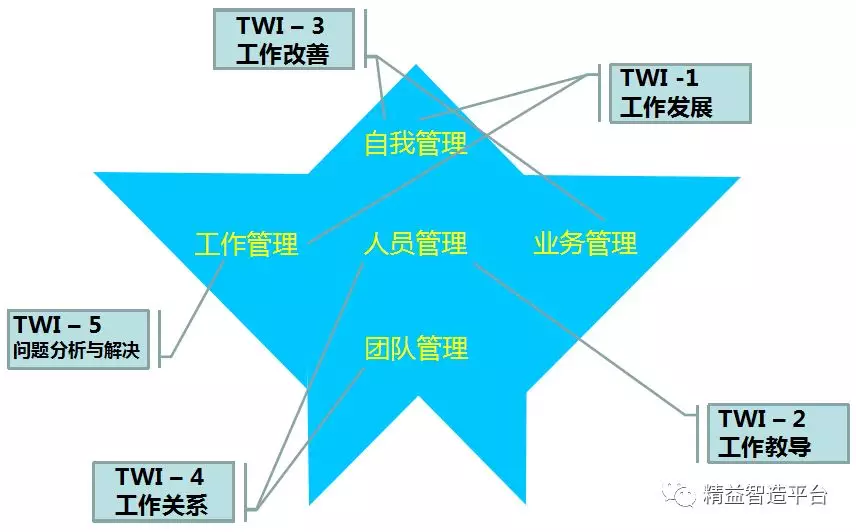
5、开展标准化作业改善–TWI
-
工作发展(JD) -使基层主管能够明白自己的角色定位与工作职责;
-
工作教导(JI) -使基层主管能够用有效的程序,清楚的教部属工作的方法,使部属很快的接受到正确、完整的技术或指令;
-
工作改善(JM) - 使基层主管能用合理的程序,思考现场工作上的问题与缺失,并提出改进方案,提升工作的效率与效能;
-
工作关系(JR) -使基层主管平时与部属建立良好人际关系,部属发生人际或心理上的问题时,能冷静的分析,合情合理的解决;
-
工作安全(JS) -使基层主管学习如何使类似灾害事故绝不再犯的对策和方法。