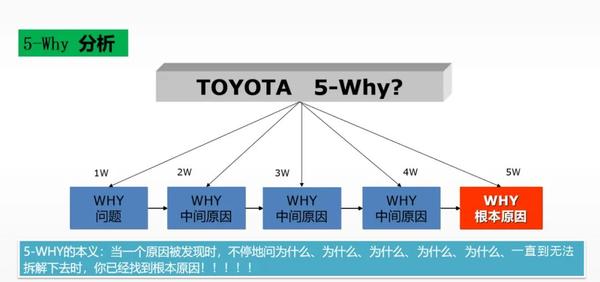
在出现质量问题的时候,强调去问多几个为什么,以找到问题的根本原因,更深层次原因。这无疑比简单地寻求表面的解要好得多。但是针对工程师所写的问题分析与改进报告,你曾有没有这样的疑惑:不知道5why到底要问到什么时候,是不是一定要问5个?问4个行不行?问6个、问10个行不行?每个why是不是都应该找出几个原因呢?5个why是串联的关系还是层层递进的?还是可以呈树形关系呢?
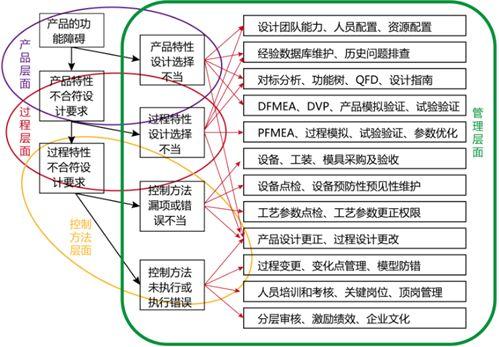
针对产品质量问题的原因分析,我们提出了四个层面的原因分析理论。用来明确原因分析应该要覆盖哪些方面,应该要深入到什么深度。
这四个层面分别是:
1 . 产品层面
2 . 过程层面
3 . 控制方法层面
4 . 管理层面
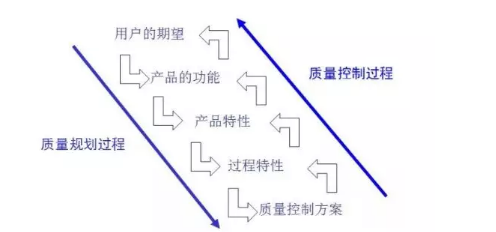
怎么理解这四个层面呢?《什么是质量?》一文中给出质量实现过程的用户期望,里面四步翻译转换的模型在这里就可以帮助到我们了。
01 . 产品层面原因分析
客户的期望,是由产品功能来满足的。面向产品最终用户的功能,是由产品下级系统的功能、子系统的功能来满足的。层层向下,作为最底层的功能组件的功能,是由各个零部件的产品特性(例如长度、距离、位置、硬度、粗糙度、圆度、材料疲劳强度、电阻、电压、焊接强度,等等)具体的产品特性来实现的。
如果产品功能要求是函数Y,保证功能的相关产品特性就是自变量X。可以有函数关系式y=f(x1,x2,x3,x4...)。大写的X、Y代表多个变量组成的向量,或者变量组。小写的x,y代表具体的单个变量。从产品的功能障碍出发,即y不符合要求。找到是哪个相关产品特性x所带来的影响,这个层面的原因分析,就叫做质量问题的产品层面原因分析。
例如:
① 某个零件密封螺纹处漏水,漏水是因为密封性功能要求出现障碍。其产品层面的原因是密封螺纹孔和螺柱的压型不匹配。

② 缸体油道泄露,泄露是功能障碍,其产品层面原因是铸造油道孔壁有疏松。

③ 某发动机异响,其产品层面原因是凸轮轴基圆上有加工振纹,导致滚子摇臂在运行时产生振动。

所以说产品层面的原因分析,要从产品功能障碍出发,到具体零部件上具体产品特性。有可能是因为某产品特性设计选择不好,也有可能是因为该产品特性加工制造时不符合图纸的要求。
02 . 过程层面原因分析
过程层面原因分析,是需要从产品特性不符合出发,寻找到具体的生产线、具体工序、工位、工步具体的过程特性原因。这个时候生产加工过程结果,也就是产品的特性,就可以当做函数Y了。而过程的输入——过程特性,和影响本工序加工结果的上游工序,所产生的产品特性,作为自变量X。那么过程层面的原因分析就又是个由某个y的不符合,寻找相关的x及合适x的取值范围过程了。
例如:
① 图纸要求的密封螺纹牙形被错误地加工成紧固螺纹牙形,其过程层面的原因是孔的螺纹和工刀具型号使用错误;
② 产品产生铸造疏松是因为产品在机构上存在热结,而热结作为最后冷却部分,且没有铝水补充通道,造成最后凝结部分在冷却收缩后疏松;
③ 凸轮轴加工振纹是因为精磨工位的砂轮动平衡不好,且砂轮主轴间隙过大,导致砂轮在加工的过程中振动。
过程层面的原因,可能是工艺设计的选择没有设计好;也可能是工艺设计没问题,而过程特性没有控制好而不符合工艺的要求。
03 . 控制方法层面原因分析
过程层面的原因找到了,接下来就要考虑控制方法层面的原因了。
控制方法层面的原因主要考虑两个方面,对过程输入的管控,和对过程输出的检测和监控。
例如:
① 螺纹牙形的加工错误问题,对螺纹孔加工刀具的型号在换刀图中没有明确规定,换刀作业指导书中没有要求核对刀具的型号;对产品的螺纹形状没有明确检测要求;对螺纹止通规牙形选择也没有明确,止通规的选择错误。
② 产品铸造疏松,对模具热结处没有强制的冷却要求,没有产品审核去解剖检验工件内部的疏松;
③ 再例如凸轮轴振纹问题,对砂轮的动平衡没有明确规定,在砂轮修模时没有要求检测动平衡;对砂轮主轴间隙、跳动没有在设备的预防性预见性维护保养中规定定期检测;对凸轮轴有粗糙度的检测,但没有波纹度的检测和振纹的检测。
04 . 管理层面原因分析
管理层面的原因,就是要找到于前三个层面原因的相关 - 流程、制度是否未策划或策划不完善;质量工具、质量方法是否被应用,是否被正确应用;部门和岗位职责是否明确,清晰,有无交叉与重叠;人力、物的资源是否配备到位;人员的能力是否满足要求;执行力是否足够,激励绩效和执行性管控是否方法合适。
例如:
① 螺纹密封问题,由于产品设计人员不了解紧固螺纹和密封螺纹的差别,产品设计人员经验和能力不足;企业未建立起密封结构的设计规范。
② 产品缩孔问题,企业在项目阶段未开展产品设计的工艺性分析,未能识别出热结的影响;铸造过程设计和模具开发阶段未使用模流分析等模拟计算验证手段,来分析识别铸造冷却过程中的疏松等风险。
③ 凸轮轴振纹问题,产品设计人员经验不足,未识别出对凸轮轴振纹的要求;工艺设计人员开展PFMEA分析过程中未能识别高速旋转件(砂轮)的动平衡要求;未能识别出磨床主轴跳动和主轴间隙的要求,工艺设计人员能力不足;PFMEA采用头脑风暴法和经验积累方法,未使用功能树分析和质量功能展开来支持PFMEA,方法不够好,需要提高。
05 . 管理层面原因分析
由以上结合实际案例的讲述,大家可以看出,这里所说的四个层面分析,就是把5why的方法具体化套路化了。而且比5why更明确,更细化。利用原因分析的四个层面的指导思想,就更容易帮助普通工程师在质量分析中做到深入分析系统性原因了。
一个点上的产品质量问题,如果按照四个层面的原因分析方法,就可以找到某些管理方面的问题。在线上甚至面上做改进,就可以避免以后一系列的相似问题,就可以逐步把企业的整体质量体系建设逐步完善起来了。


