1、 理解目视化
在生活中,你是否经常看见如下生活中的目视化标识?用色彩、方向标识等前行的方向,这些也就是我们在日常生活中常见的目视化管理。

目视管理的定义,就是指无论谁见到管理的对象,都能立刻对其正常、异常状态做出正确的判断、并且明了异常处置方法的管理,所以也叫“看得见的管理”。 目视化不是花里胡哨为了“好看”,而是一目了然为了“好用”,目视化管理的根本目的是把现场潜在的大多数异常显示化,变成任何人一眼就能看明白的事实。所以,目视化做得好,可以提高生产效率、预防质量问题、促进沟通协作,目视化是企业不可忽视的一种竞争力!

2.目视化管理通常有四种表现形式:
(1)色彩化、图示化
正常和异常范围的颜色区分、图示区分等;色彩和颜色区分的事例(红绿灯、斑马线);

(2)自动提示化
对紧急度高的项目在异常时会自动出现提示。如设备指示灯;如在设备排风口加小布条提示设备运转状况;

(3)标志位置合理化
容易看得见的位置、高度、方向和场所的接近化,相关部位较多时的集中化。

(4)声音并用化
同时用声音管理特殊情况。如救护车、消防车、生产现场安灯等。

目视化管理,效率和士气兼得
目视化管理的作用可以使生产效率化并降低成本,简化管理者、监督者的管理业务并提高其效率,提高现场管理者、监督者的能力。其最终目的是:提高管理水平,优化组织结构,提高生产效率,并形成明快顺畅、具有活力的企业特色。与此同时,目视化管理可以迅速快捷地传递信息,特别强调客观、公正、透明,有利于统一地识别,因此,可以提高士气,让全体员工上下一心地去完成工作。目视化管理可以促进企业文化的建立和形成,应为目视化管理通过看板等方式展示员工的改善提案、优秀班组等各种健康向上的内容,能使所有员工形成一种非常强烈的凝聚力和向心力,而这些都是建立优秀企业文化的良好开端。
目视化管理的水平
若用一堆球来表示目视化管理的水平,则目视化管理分为四个水平:无水准、初级水准、中级水准和高级水准。而初级水准、中级水准、高级水准又分别代表了目视化管理的三种境界——现场组织(5S)、目视化显示和目视化控制。目视化管理最理想的状态是目视化控制,通过目视化能够阻止或者预防异常现场事件的发生。

目前国内大多数企业的水平介于目视化显示和目视化控制过渡的水平。已经完全能做到目视化显示,但只达到了目视化控制的部分功能。

目视化控制的主要应用
1、目视化管理的物品管理
日常工作中,需要对工装夹具、计量仪器、设备的备用零件、消耗品、材料、在制品、完成品等各种各样的物品进行管理。“什么物品、在哪里、有多少”及“必要的时候、必要的物品、无论何时都能快速取出放入”成为物品管理目标。安全帽存放,非常符合5S和目视化的要求。通过定量标识,显示合理的数量,明确正常库存、安全库存和警示库存。

2.目视化管理的作业管理
工厂中的工作是通过各种各样的工序及人组合而成的。各工序的作业是否是按计划进行?是否是按决定的那样正确地实施呢?在作业管理中,能很容易地明白各作业及各工序的进行状况及是否有异常发生等情况是非常重要的。
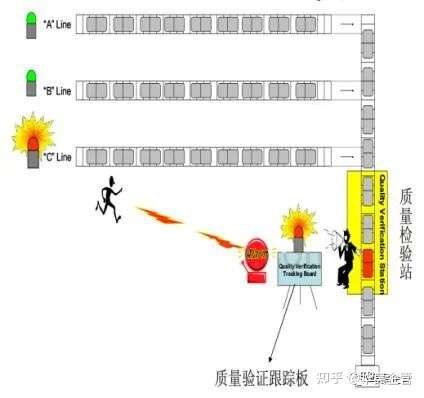
通过图示说明了当遇到异常作业时,工作人员会到质量校验站去查看问题,并在质量验证跟踪板填写异常作业处理3C表,原因、对策、责任人、完成时间等。展示了生产现场实际的案例,当生产出现异常时,红灯亮起,同时响起报警音乐,信息看板会显示报警位置,相关人员及时到位处理。
3.目视化管理的设备管理
近几年来,随着工厂自动化的进行,仅靠一些设备维护人员已很难保持设备的正常运作,现场的设备操作人员也被要求加入到设备的日常维护当中。因此,操作者的工作不仅仅只是操作设备,还要进行简单的清扫、点检、润滑、紧固等日常维护保养工作。目视化管理的设备管理是以能够正确地、高效率地实施清扫、点检、润滑、紧固等日常保养工作为目的,以期达成设备 “零故障” 的目标。仪表的目视化:标识出计量仪器的正常及异常范围、管理界限,是否正常供给、运转清楚明了,何处故障一目了然。管道的流向及介质目视化,防止检修时误操作。

4.目视化管理的品质管理
目视化管理能有效防止许多“人的失误”产生,从而减少品质问题发生。【案例】图是某电子产品企业良品和不良品的容器,根据质量标准划分产品放置,采用蓝色和红色盒子摆放,一目了然,控制不良品移动,减少人为差错。
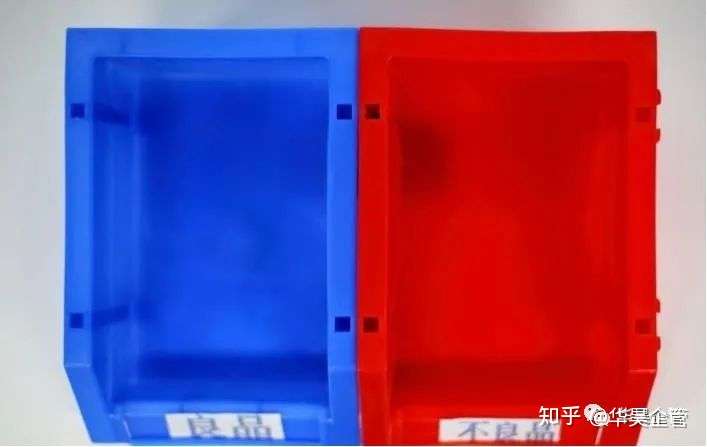
良品与不良品的容器
大野先生对丰田生产方式怀有无比的热情,他认为只有清理所有事,才能看出问题,当不能检视并看出是否有问题时,他肯定会发牢骚。
——张富士夫


