1. 什么是故障?
JIS(Japanese Industrial Standards) 对故障的定义﹕对象(系统﹑机器﹑零件)丧失其规定的机能。故障包括机能停止型故障及机能低下型故障,前者的特征为突发损失、较易发现、相对较容易解决,后者的特征为慢性损失、容易忽略、原因较复杂,解决起来也非常困难。
设备故障产生的原因很多,简单地可以分为两大类:先天性故障和使用性故障。
(1)先天性故障:由于设计、制造不当造成的设备固有缺陷而引发的故障。
严格来讲,设备的先天性故障除了受科学技术发展的阶段性制约外,其设计制造者的水平、责任心以及设备运行后操作、日常管理都是人为因素,也就是说这些都是可以能通过人的行为予以控制的。
(2)使用性故障:由于安装维修、运行操作及设备自然劣化等因素引发的故障,又可分为:误操作、维护不当和失修。
2. 设备故障的演化过程。
设备故障冰山模型如图所示,设备故障经由小缺陷→中缺陷→大缺陷的过程演化而来,从各种缺陷的数量上来看,我们也可以引用海因里希法则来说明(1:29:300)。
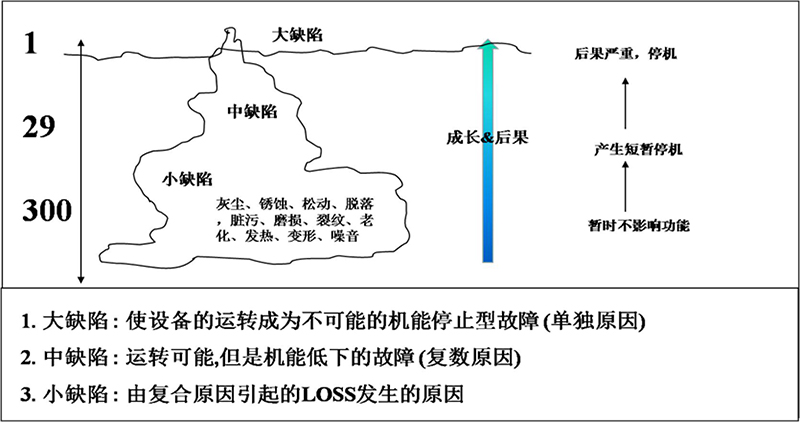
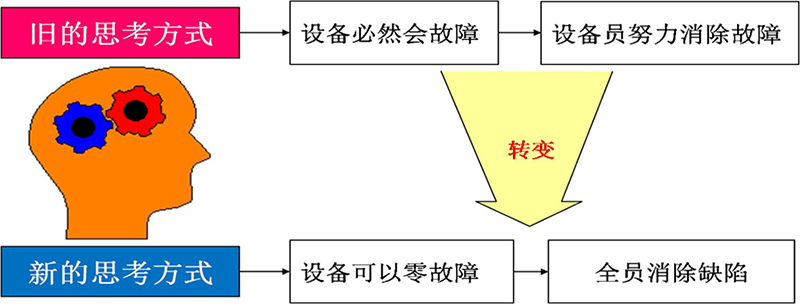
如上所述,设备的故障是由缺陷成长而来的,消除小缺陷,将故障扼杀在萌芽状态即可实现零故障。然而,在实际工作中,大部分企业应对设备故障的做法仅仅停留在事后维护,仅设备专业保全人员日复一日的在设备故障中穿梭,疲于奔命,但设备故障依然得不得改善。要实现零故障,首先我们必须转变对于故障的思考方式。
TPM管理推进零故障对策落地
理解了TPM零故障的思考方式,我们可以从五个方面实现零故障对策落地。
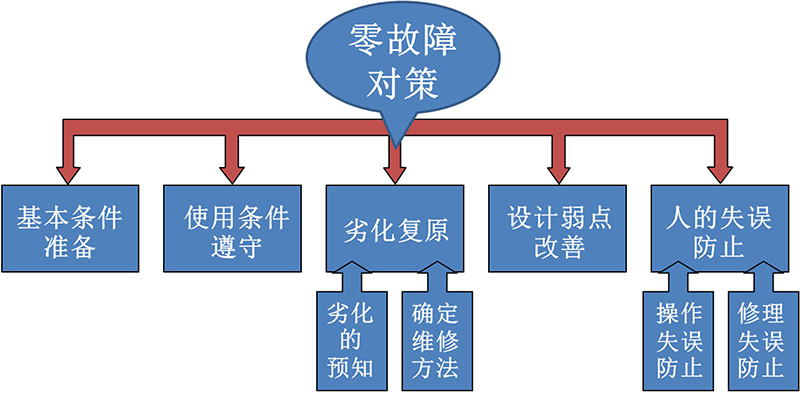
1) 基本条件的准备:清扫、加油、紧固等,清扫本身也是检查。
2) 使用条件的遵守:如电压、转速、安装条件及温度等都是根据机器特点来决的。
3) 设备劣化复原:隐患劣化明显化,使之恢复正常
4) 设计弱点的改善
5) 人的防止失误
这个五个方面详细展开,既有短期对策,也有长期方法。所以,TPM既是一个短期快速见效的系统,也是一个预防固化长效的系统。无论是设备的自主保全七个阶段还是计划保全的六个阶段,都是围绕这五个方面实现零故障对策落地。
灌输TPM管理的三大管理思想
要想实现设备零故障,我们要有初步改变我们的思想,在精益生产TPM管理的三大管理思想中,分别是预防的思想,“0”化目标思想以及全员参与班组活动思想支撑着我们推行主题。
1. 预防的思想
预防的思想可以说也是精益生产TPM管理的基本思想,开展TPM活动过程中始终贯彻着预防的思想。第一,预防的思想更加强调设备的日常预防工作,减少甚至消灭故障,比如开展日常的自主保全工作,包括开展对设备进行彻底清扫工作、注油及点检工作等。第二,预防的思想也强调定期保全工作的开展,就正如人体需要做定期健康检查那样,需要定期对设备做保养,检查,更换部分零部件等。第三,预防的思想强调针对历史故障要做彻底的分析,提前做好再发防止对策,提前预防。
2. “0”化目标思想
TPM管理的第二大管理思想是“0”化目标思想,所谓“0”目标即“0”故障、“0”不良、“0”灾害、“0”浪费。追求“0”化目标与同行的水平无关,如果一致追求“0”目标,那么企业在竞争中一定会胜利。如果同行业追求“0”目标,那么速度则是胜败的关键。
3. 全员参与班组活动思想
TPM管理的第三大管理思想则是强调全员参与活动思想。通过全员参与活动可以极大地提高组织成员的能力,使组织活跃化开展,并能够使成果的最大化
在企业内部不断灌输TPM管理的三大管理思想,不管在我们推行什么活动,都会对我们企业帮助巨大,同时相信设备零故障将不是传说。


