一、量测仪器校正实务之知识及技巧
(一)测定的概念
不管是如何优秀的技能与如何优秀的工作机械,如果所使用的测定器具与使用方法不当,他的结果就会变成不合格,当我们看到工作图(图面),最初始应该考虑的就是这个零件使用于何处? 作用如何? 品管专责检验与测试,检验可分为目视检验与量测,测试可分为物理性测试与化学性测试两种,在实际的加工前準备,应该慎思决定如何使用测定器具与测定技术,ISO 9001 7.6监视和测量设备的控制,说明了组织应确定需实施的监视和测量以及所需的监视和测量设备,为了产品符合确定的要求提供证据。
在实际的加工前準备,审查工作图(图面)慎思使用的测定器具与测定技术,如下【图一】说明:
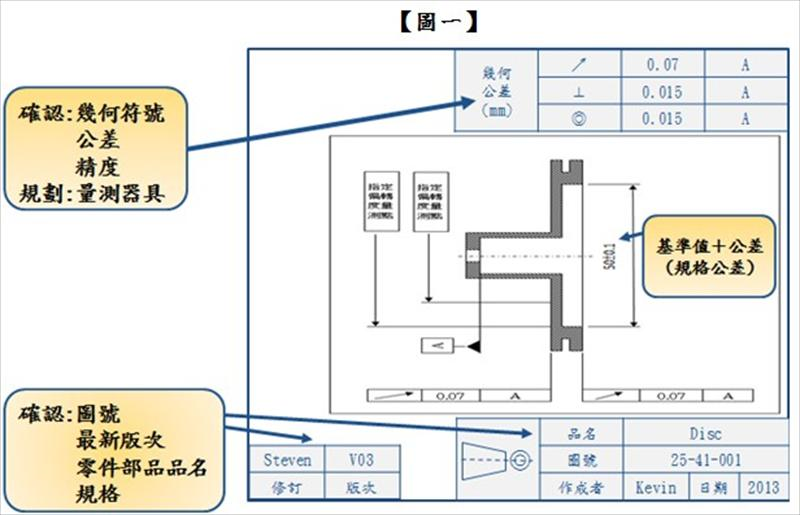
如上【图一】、【表一】~【表二】说明,品管员在量测的作业中,最难量测且牵涉到又精又準的要求当属几何公差,这些形状公差,除了选择合适的测定器具之外,要求加工技术及加工设备需能满足且符合几何公差极小公差範围的要求,量测器具也要添购高精密数位显示功能的高端量测仪器,但买了高端数控电脑工具机设备及量测器具,又要面临校準及设备保养维护的定期费用支出,企业主心中会有捨不得发费这些检验、测试、校準维护的成本支出,这心态可以理解,但省了小钱,却要发费更大的物料损耗、良品率不高、全检措施等,这是很得不偿失的作法,倒不如冷静思考,那些关键过程的品质特性之几何公差,需要重点添购高端科技量测仪器,选择性的添购,训练招募优秀的品管人员,现场操作员的品质意识强化,则可以让整个量测系统变得更有效率与价值产出。

(二)正确的量测概念
尺寸测量係指决定机件或其特定外型之直线或角度大小的过程,测量结果以长度和角度的标準单位表示;量测基本目的: 「在保证和证实产品与设计规格相吻合」,工厂内各单位人员透过尺寸测量方式,对产品的品质才能有一个共同认定的标準。
(三)几何公差延伸管理
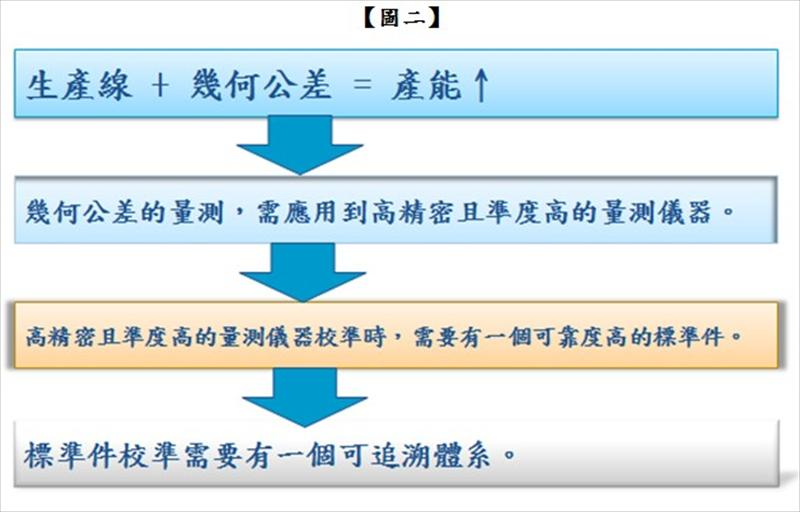
几何公差影响到生产製造的产能与产出良品率,对于几何公差需要审慎思考因应之道,如此才能将几何公差精度要求达到,在製品良率提高,品质管制作业更符合实际要求,如【图二】说明:
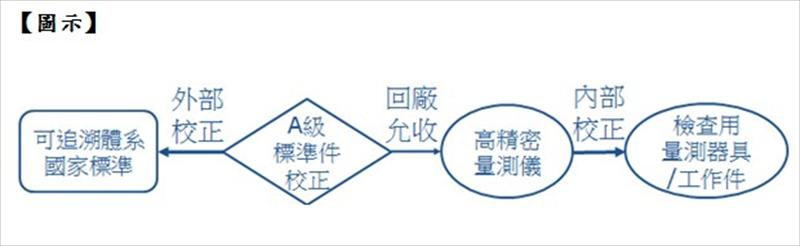
(四)仪器校正追溯流程
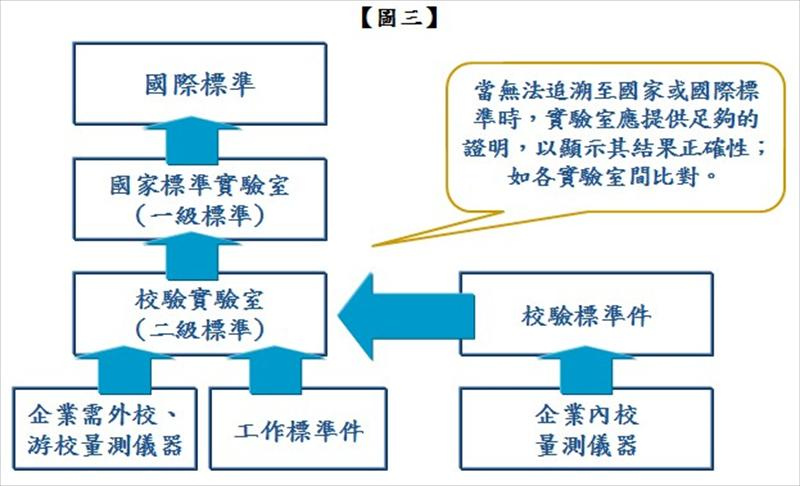
透过不断的比较链,使量测、校正结果能够与国家或国际量测机构等联繫起来的追溯流程,如【图三】仪器校正流程图说明:
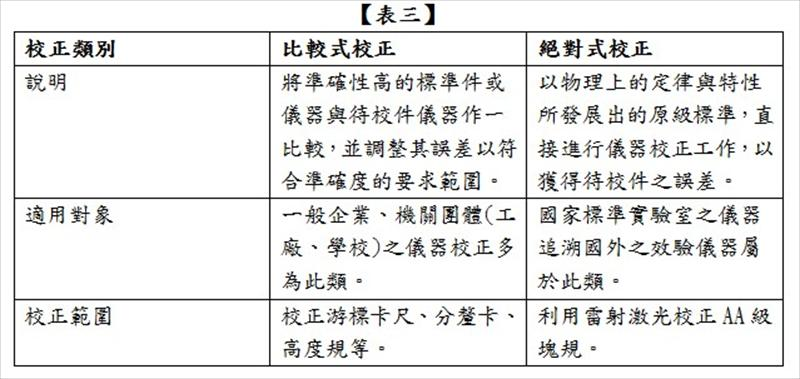
二、仪器校正种类
(一)仪器校正分为两种类别,如下【表三】说明:
三、认识标準件
块规是最常被拿来当作标準件的基準,也是长度的计量标準,选用优质合金钢製造不易生鏽经特殊处理其膨胀係数在(11.5±1)X 10-6/℃和检测标準温度在20℃下、HRC 65°等要求,提高了测量的準确度,符合国际标準公制规矩块测量基準 ISO 3650:1998精度规範要求。
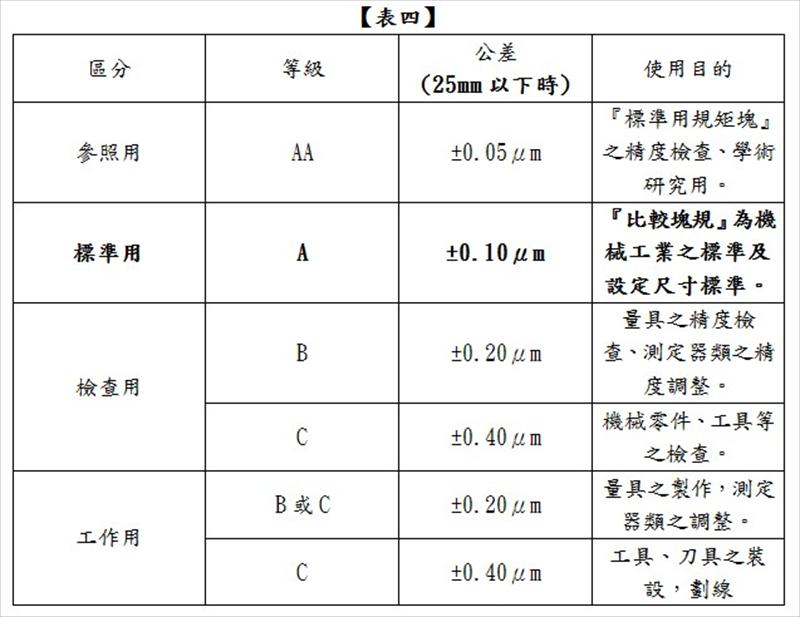
(一)块规等级与用途:
块规可分为参照用、标準用、检查用、工作用等用途,对作业要求愈严谨的归零校準,愈要使用等级高的块规,如下【表四】说明:
(二)造成块规精度破坏的因素(使用时应注意事项):
- 块规材质的不稳定: 钢料或碳化物经过热处理后,虽保有最小的尺寸改变量,但经过时间消长与经常使用,环境因素等给予的影响仍然会使材料发生不稳定的现象;
- 正常外形接触之磨损: 块规于扭合密结时,由于使用次数多后,对外形的接触面所造成的磨损;
- 外在环境造成的损害: 由于存放或现场环境温度的变化造成的损害,如微小落尘、刮痕、腐蚀、不适当的温湿度等;
- 块规的精度影响校正的準确度:必须每隔一段时间进行一次校準。
(三)块规的内部校验实务说明
块规校验实务作法如下说明:
块规的擦拭清洁;
- 以放大镜观察表面有无刮伤及毛边;
- 利用磁通器检查块规是否有残留磁性,如果有则利用消磁器去除;
- 块规需放置在恆温台上(温度保持在20±1℃;45%RH±5%)每增加25mm则需增加1H恆温时间;
- 在标準块规表面取多点,每一点量测3次,取其平均值。
(四)块规标準建校正实务(举工厂品管作业实务作法)
- 块规最大的目的是长度校正,块规最大长度 1000mm (1.0005mm~1000mm) 是否需要购买块规组?
- 需要的长度校正尺寸块规才购买,一般会买5mm 、25mm 、50mm 、75mm 、100mm…等『A级』 基本长度块规。
- 将这些『A级』标準块规妥善保管。
- 定期「外校」由二级实验室校正。
- 延伸作法: 可以利用『A级』标準块规校正高精密量测仪器如「三次元座标量测仪」;「千分分釐卡」等;切记不能低阶高校,校正其它标準块规与高精密量测器具之校準作业。
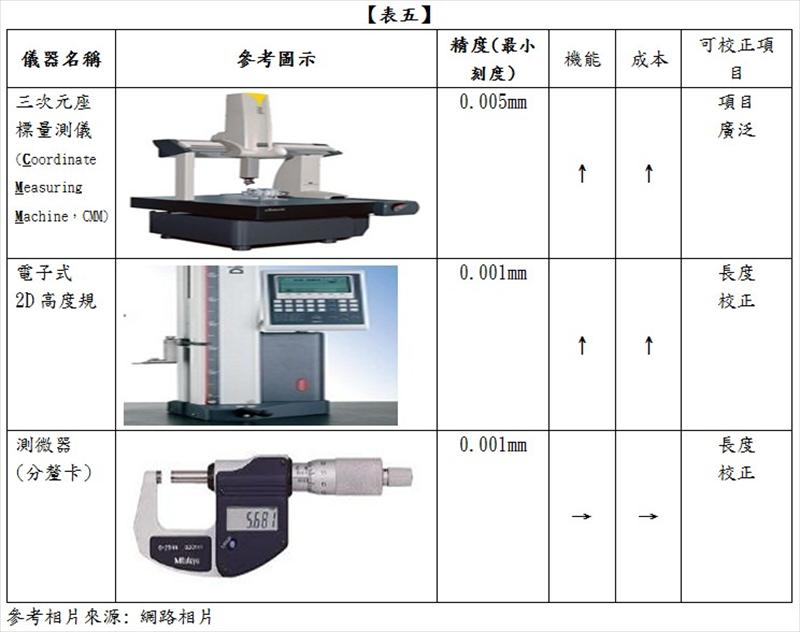
(五)企业内可执行量测、校正高精度仪器,如下【表五】说明:
三、标準件自製与校正实务说明
在目前企业中内部实施量仪规校验时,除了参照外部顾问或教育训练机构教导的知识与技巧外,另外一个值得考虑的,则是标準件的建立。标準件的建立需考虑企业本身的实际需求,因为标準件价格昂贵,动辄上千、上万或上百万都有可能,有些标準件取得不易,需客製化订製。标準件除了外购外,可以自己製作吗? 这是一般从事企业内部校验作业的我们,一直想问的一个答案,标準件一定要每年送二级实验室校验吗? 标準件可以複製吗?
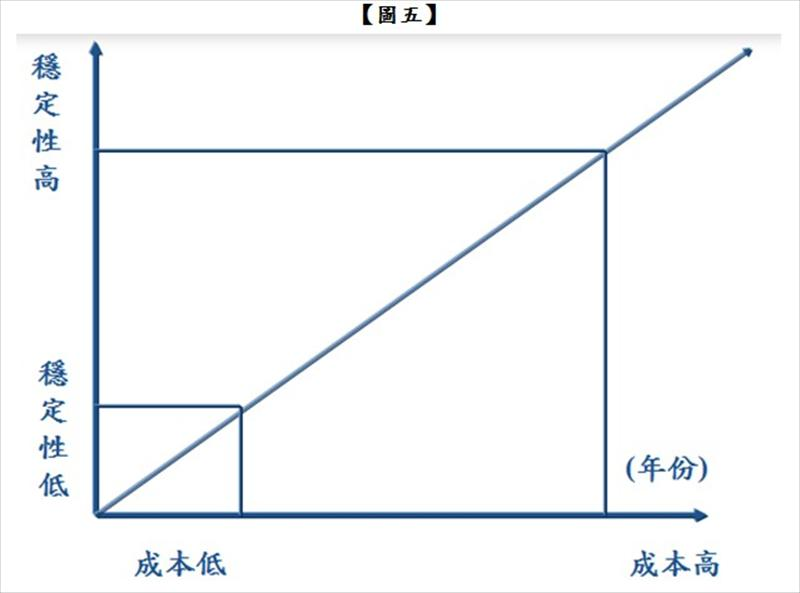
标準件的建立以企业的需求及成本考量,如企业经常使用的游标卡尺及分釐卡,因属经常使用有必要为了成本、时间与校验符合性着想,购买A级标準块规数块;或考量使用範围,购买一整组块规。标準建购入后,需要定期支出校验维护费,否则此 A级标準块规,失去标準件追溯体系与时效性,很容易发生失效的可能性,必须规定一个週期,全盘考虑当初购买时的块规优/劣、使用频率、稳定性等。由上述这些情报,让身为企业内部仪器校验的人员,可以制定一个最佳符合经济平衡点的标準件鉴定成本;【图五】说明标準件的优劣,攸关稳定性与校正维护成本有极密切的相关性。
(一)标準件的自製:
有时我们会遇到一个问题,这个量测器具或设备,没有一个符合它需求的标準件时,怎幺去自己创造一个标準件? 设备商(贸易商)提供的标準件,可以信任吗? 标準件并不需要在其全新状态时即有高度之精密性,应尽量使其保存一较长之时间,以便具备持久性之尺寸与抗磨性;淬硬之钢料均有改变其体积的趋势,因而有害于尺寸之持久性。
机械设备能够製作精度在0.002μm的精度或更精细的要求;且表面粗度符合4个加工符号要求。圆形的标準件,不管是外径或内径,加工精度在0.002μm 内、表面粗度符合4个加工符号;且同心度、垂直度、同轴度都在极精準的要求内符合上述这些加工精度与几何公差要求者,可以考虑自製标準件。
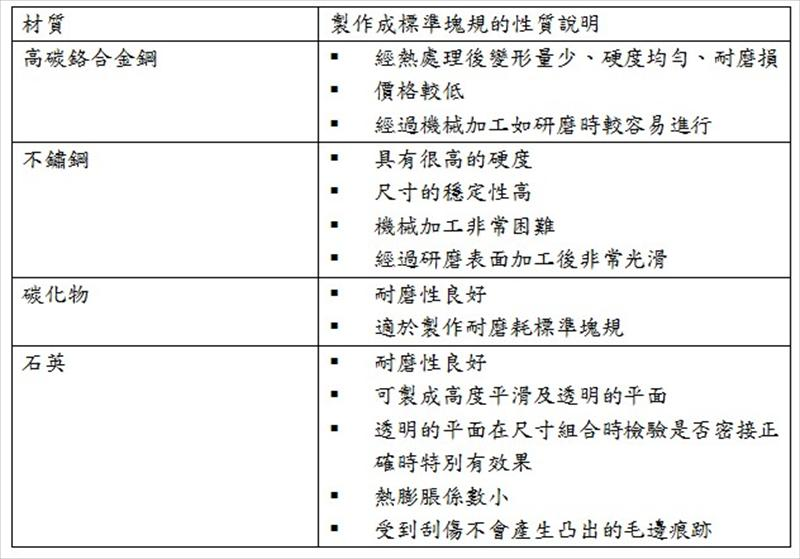
(二)标準件的材质要求:
(三)标準件的校正
自製的标準件,不能捨去追溯到二级实验室校验的要求,否则这标準件不算是标準件,只能作为企业内部工作比对件;送往二级实验室校準后的标準件,经过内部校验允收后,则可以成为企业的校验标準件,自製的标準件,应力求与一般认知的标準件有相同与期待之水準要求。
Q&A:
1. 如何选择量测器具及定义适合的允收準则
(1) 校正标準件之选择:依现有设备準确度评估—循 10:4:1準则选择合适标準件。【例】数位游标卡尺準确度为0.01mm,标準件-A级块规要求之準确度为(0.01*1/10)0.001mm~ (0.01*1/4)0.0025mm才能满足需求。
(2) 仪器校验精度允许範围:仪器校验精度最佳状况是能达到检验规格公差之1/10~1/4倍。
【例】游标卡尺最小刻度为0.01mm,使用于量测钢板、钢捲尺寸,而尺寸之合格公差範围为±0.16mm ,故此卡尺校验合格精度範围为多少?
【解答】
1 计算式为 0.16mm×(1/10) ~ 0.16mm× (1/4)
2 允许範围: 0.016mm ~ 0.040mm
3 可以视实际需求、产品重要性而制定精度允许範围。
4 允收準则:
- 参照国际标準
- 同业标準
- 实验室建议準则
- 量测器具设备商建议基準
内部自订允收基準,建议往较严苛的基準建立,如对品质、工安、职安、环安等很重要,则须以较严谨的态度,审慎订定允收準则,当然零误差最好。
2. 工作标準件已经使用多年,近期有购入一个新的检测器具,是要以新的仪器为主,当做是工作标準件;还是以旧有使用多时的工作标準件为主?
建议方式:
(1) 进行量测分析,可以进行多次量测,验证仪器的重複精度,计算其準确度Ca。
(2) 量测分析计算仪器的精密度Cp。
(3) 由这两个指数的优劣,酌情做一判定。
四、结论
量测器具与标準件校正实务经验,可透过学习成长,累积实作技巧经验,先由小案例及可执行的校正设备着手,按照计画逐步完成,将会创造无穷尽的能量。
参考书籍:
1. 詹世良,2001,车床能力本位训练教材-认识几何公差符号,行政院劳工委员会职业训练局,台北。


