机器(设备)能力指数Cmk的计算和评价
*01、定义

Cmk 是指机器(设备)的能力指数(m是指机器或设备)。研究的对象是设备,表现为某设备加工某零件,在某公差情况下的加工一致性。
Cmk是德国汽车行业常采用的参数,也称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk 相同,只是取样不同。
*02、设备能力指数表述无偏移的设备能力用Cm 表示,有偏移的设备能力指数用Cmk表示,这和Cp与Cpk的表达是一致的。在汽车行业,加工关键尺寸,要求Cm ≥2,Cmk ≥1.67。
*03、关于取样对于Cp或Cpk过程能力指数来说,是指过程在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是过程固有的能力,或者说它是过程保证质量的能力,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是过程中的各个质量因素所起作用的综合表现。而对Cm和Cmk而言,我们关心的是机器设备本身的能力,在取样过程中要尽量消除其他因素的影响。因此,在尽量短的时间内(减少环境影响),相同的操作者(减少人的因素影响),采用标准的作业方法,针对相同的加工材料(同一批原材料),只考核机器设备本身的变差。在抽样数量上,取样数目可以按照实际情况(客户要求,公司规定,采样成本等综合考虑),但原则上应该大于30个(通常要求是50个以上),这是因为当样本数大于30时,才接近正态分布。而我们所采用的公式是以正态分布为基础的。设备能力指数Cmk表示仅由设备普通原因变差决定的能力,与Cp、Cpk的不同在于取样方法不同,是在机器稳定工作时至少连续抽取50件的数据。测试要求:
- 抽取数据是连续性的;
- 假定操作者、量具、原料都不受影响;只考虑设备单一的因素影响;
- 操作员必须是熟练可胜任的;
- 量具必须符合要求且校正过的;
- 同一批次材料,最好同一炉号的;
- 符合要求的检验人员。
*04、Cmk的应用时机在什么情况下要对机器能力进行测试呢?在很多情况下都可能需要进行机器能力指数测试,但在这三种情况下是最需要测试的∶
- 新设备的验收过程中;
- 在生产过程中对过程能力进行监控时,出现"过程能力"异常情况,为查找是否为设备原因而进行分析、采取措施时;
- 用作设备维修后验收的依据之一,即在对设备大修的前后;及在开展对设备本身,或相关工装、夹具(或刀具)进行技术改造时,为了评价改造的效果。
*05、Cmk的计算和应用
作为表示机器能力满足产品质量要求程度的指标——机器能力指数,其计算方法和判别原则在不同国家、不同企业集团之间是有所差异的,不像过程能力指数的评定方式那样一致。
下面介绍的方法适用于欧洲汽车制造业,特别在德国汽车生产企业中有着广泛的应用。当然,就通过采集样本求得质量特性值的实测数据的整个过程,以及期间必须满足的一些基本要求而言, 与前面介绍的方法完全相同。但在利用计算得到的标准偏差确定Sm机器能力指数时,所用Cm的公式为:

Sm可直接由实测数据求得,
事实上,制定相关标准的德国汽车工业的专业人士,并不刻意地对过程能力标准偏差Sp,和机器能力标准偏差Sm两者加以区分,两类能力指数也都釆用Cp统一Cm的计算公式:T/6S。只是强调在求取时所利用Cm的工件必须按照规定的方式生产和收集。
而当被测质量特性为单边公差时,公式就成为:
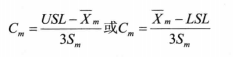
在质量特性值的数据分布中心与“规格中心”不重合时,为了更确切地反映此时的机器能力,此时应计算指数Cmk(反映了分布中心的偏移),其计算公式为:

当测算出Cmk后,关键还是如何根据测算出来的值对设备进行能力指数的评定,德国汽车工业为此拟定了相关标准,其主要内容归纳成下表。
表1-42专用机器(设备)验收时对能力指数的评定
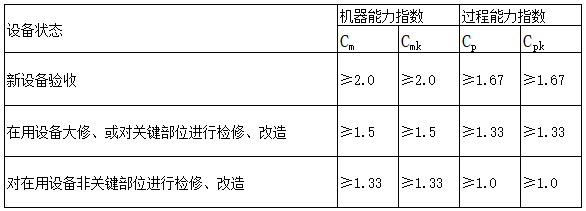
上表既规定了不同情况下机器能力指数的控制要求,又明确指出了对应的过程能力指数应该达到的数值。
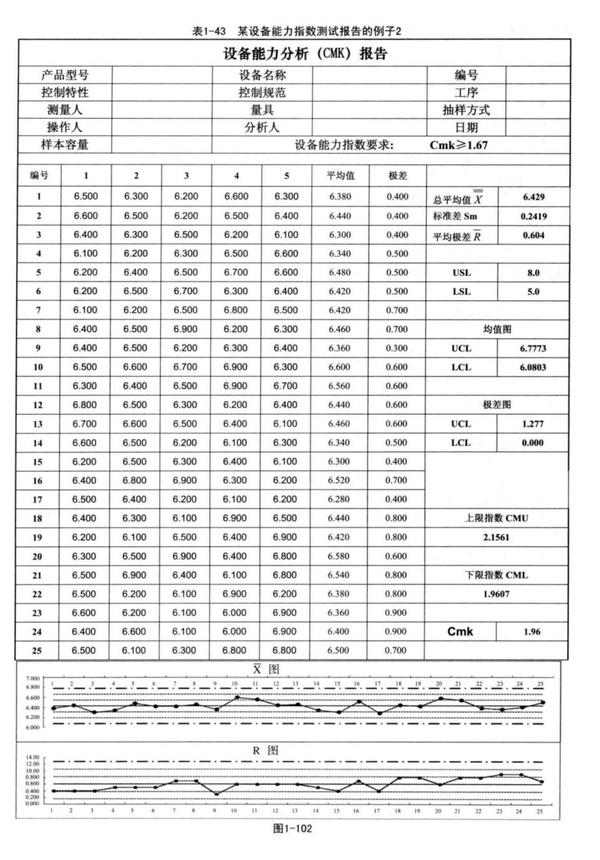
某设备能力指数测试报告的例子
在本例中由于取样比较经济和方便,故取了125个连续生产的零件,并分成25组,每组5个, 然后建立了均值和极差控制图,控制图显示过程是受控的,计算结果表明设备的能力很强,完全能满足要求(见下页图表)。Cmk的计算是用公式:
注:在条件允许的情况下,取样越大计算得到的结果越可靠,一般为50〜125个值。
*06、机器(设备)能力测试时应注意的事项对于机器设备包括模具,在新购进使用以前应由机器和模具制造商或验收方验证其能力。在特定情况下,必须与顾客商定,重复能力调查,例如:
- 新零件的订单
- 新的模具设备
- 公差减小
- 加工流程/输入状态的更改
- 维修后(对产品有影响)
- 机器搬迁后
- 长期停产以后机器能力的证明应能提供给过程能力作评价
注意事项:
1)在能力调査时,机器应该同模具,必要时同一体化的检具和调整装置一起被视为一个实体。2)在机器能力测试中使用的零件毛坯应从同一供货厂商处购买,并要求其材料相同,由同一浇铸模铸成或由同一套模具配套件制成。
3)前一道工序(前一台设备)所加工出的零件应符合设计和加工要求,其尺寸须符合公差要求。
4)对于所选取的零件数目有如下规定:连续地测量每个产品规格中的50个以上零件以连续的序数的方式记录下来。
5)如果一台设备可以加工两种以上的零件,或者是零件编号不同的同种零件,则对其加工的每一种规格的零件(或者选择其中两种)做机器能力的测试。
6)在机器能力测试前,如果刀具是未曾使用过的刀具,则要求先用去刀具总寿命的5%〜10% (因为新的刀具磨损剧烈,故而加工出的产品尺寸极不稳定,当用去刀具总寿命的5%〜10%以后刀具磨损程度平缓,零件的加工尺寸稳定)。
7)在机器能力测试中所使用的刀具必须是按照公司或客户规定的刀具。
8) 在机器能力测试开始之前,必须把可调整的刀具调整到公差中值。
9) 在机器能力测试中不允许调整或更换刀具。
10)在机器能力测试中如果出现机械故障,如测试中刀具损坏。停电、则必须重新开始测试。
11)机器能力测试一般在已经预热或加工0.5〜1小时的机器上进行,对不同的机器来说预热的情况是不同的。
12)在机器能力测试中,对零件的测量必须按照某个规定的位置上测量。
13)在统计卡(表)上用连续的对应于加工顺序的数字把测量值记录下来。


