车间生产计划是工厂生产计划的具体执行计划,是把工厂全年的生产任务具体地分配到各个车间、工段、班组以至每个操作人员,规定各相关人员在月、旬、周、日以至轮班和小时内的具体生产任务,从而保证按品种、质量、数量、期限和成本完成工厂的生产任务。
车间生产计划一般包括以下四项内容

1 车间生产作业计划日常安排
2 班组生产作业计划的编制
3 班组内部生产作业计划的编制
4 临时生产计划及其它
在编制车间生产计划时,一般遵循以下原则:
1 保证工厂总生产作业计划中各项指标的落实
2 认真进行工种、设备生产能力的核算和平衡
3 根据生产任务的轻重急缓,安排原材料、零部件投入、加工和出产进度。
4 保证前后班组、前后工序互相协调、紧密衔接。
通过以上了解,我们可知,为使生产计划得到有效执行,工厂在编制生产计划前应对车间产能负荷进行分析,使生产计划合理、可靠。
什么是产能?
产能即生产能力,指工厂在一定生产环境下,凭借一定的生产工艺、生产技术水平,在一定时间内所能生产的产品数量。产能负荷则具体到车间设备、员工等在一定时间内生产产品的数量。

一般来讲,产能负荷可从设备负荷、人力负荷、技术能力三个方面进行分析,具体内容如下所述

一、设备负荷分析
设备负荷指设备在现有生产条件下及一定时间内所能生产某种产品的最大数量。产品的生产离不开设备的正常运作,设备负荷是生产计划编制人员在编制生产计划时应该考虑的重要因素。设备负荷分析步骤如下所述。
1 根据理论生产计划,分析完成该计划的生产任务需要使用的设备并将其分类。
2 计算各设备的产能负荷,其具体计算公式如下。
单台设备负荷=作业时间/单位产品标准时间
所有设备负荷=(总作业时间/总标准时间)×设备台数×开机率
每日应生产数=每台设备的计划生产总数/计划生产日
3 汇总现有设备负荷并与计算出的设备负荷(即每日应生产数)相比较,确定负荷不足或剩余,并采取措施解决设备负荷不足或剩余问题。如果设备负荷不足则应增补设备,但若所需增补的设备单价过高,则应考虑以增加工时来提升产量。
二、人力负荷分析
人力符合指车间员工在现有生产条件下,一定时间内所能生产的产品数量。员工产能具有不确定性,如员工一定时间内生产产品的数量会因员工请假、工伤而发生变动,而且不同员工的能力具有差异性。
上述因素导致工厂不易控制员工的产能,从而导致工作不能直接分析员工产能,而是根据生产计划分析车间需要的员工数量,然后与现有员工数量进行比较,进而确定人力负荷是否不足或剩余。具体操作如下:
1 、根据销售部门提供的阅读销售计划拟定当于的生产计划,核算出各型号产品的计划生产数量。格局完成单件产品所需的标准工时、车间每人每天工作时间及当月的计划工作天数,再考虑宽放时间,计算出当月人力的总需求。计算公式如下:
Σ产品需求工时=产品标准工时×当月计划生产数量
Σ月需求工时=ΣA产品需求工时+ΣB产品需求工时+···+ΣN产品需求工时
人员需求=[Σ月需求工时/(每人每天工作时间×月工作日)]×(1+宽放率)
2 、汇总现有的员工数,求出人员需求与现有员工数的差额。若如能源需求大于现有员工数,即出现人力不足的情况,可以申请增补工人。
三、技术能力分析
工厂的技术水平对人力负荷及设备负荷有着重要影响,因此需对工厂技术能力进行分析。工厂技术能力分析步骤如下:
1 详细列出工厂每种产品的生产工序。
2 针对每一道工序,分析该工序对技术水平的要求。技术水平可从技术人员的规模、技术人员的素质、车间设备的先进性、产品工艺等方面进行综合分析。
3 分析工厂现有的技术水平,与应达到的技术水平相比较,找出现有技术的不足支出,并制定相应的解决方法。
4 将结果填写在“生产技术能力分析表”中,使分析结果直观具体。
四、短期产能调整
当产品及所需产品数量发生较大变动,并且未能提前做好准备时,会导致产能负荷与需求不平衡,此时工厂需进行短期的产能调整。常见的短期产能调整方法如下表:
| 负荷调整方法 | 负荷不足 | 负荷剩余 |
| 外包 | 部分工作外包 | 外包回收 |
| 使用工时 | 加班户轮班 | 减少加班或轮班 |
| 增减临时工 | 增加临时工 | 减少临时工 |
| 增减设备 | 增加设备 | 减少设备 |
| 增减开机率 | 增加开机率 | 减少开机率 |
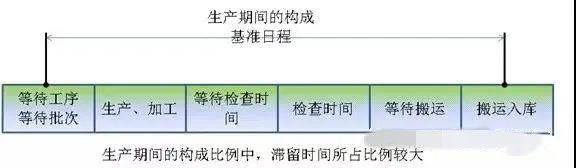
基准日程计划编制
基准日程指以标准作业方法和以正常的工作强度进行操作,为完成某一项作业所需的时间,是为使作业能按预定日完成,确认应在何时开工、何时进行、何时完工的一种标准。基准日程以最终产品的交货期为基点,从这个基点倒推各个工序的开始日期和完成日期。
(一)基准日程表的编制
基准日程表因产品、型号等不同,具体内容也有所不同,通常包括下图所列内容。
(二)计算基准日程的方法
计算基准日程的方法可总结如下表
| 方法名称 | 操作步骤 |
| 特定产品实际调查法 | 1.由于特定产品的重复性,可根据特定订单和作业票,参考过去的实际来计算基准日程2.生产部与相关装配部门之间设立一定装配富余时间。 |
| 经验性的计算方法 | 1.在多种少量生产中,零部件品种更替频繁,可不按照特定品种类别计算基础日程,而设定统一的基准日程2.工厂累计了实际数据,可以把这些零部件分组为类似品种,按各组各工序进行具有相当精确度的推断3.若五积累数据,只能根据现场生产主管的经验,为每个工序计算出统一的基准日程 |
| 根据流动数曲线的方法 | 如果每天都是同一零部件或者类似零部件在流动时,可以根据在制品数量计算出滞留期,计算公式如下:某工序的平均滞留天数=该工序某一期间内的在制品参与数累计/该工序某一期间内向后段工序发出的数量累计 |
车间生产计划编制步骤和流程通常可参考如下:
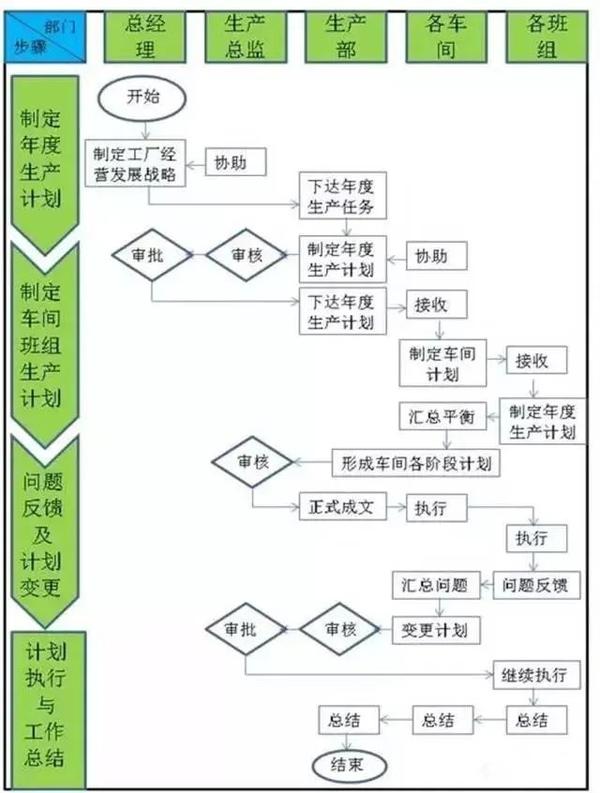

第一、进行调查研究,收集资料
编制车间生产计划时需要收集的资料包括工厂长期发展战略与规划、计划期内产品的预测销量、技术部提交的计划期内新产品试产计划、上期生产计划的完成情况、仓储部提交的成品库存及原材料库存状况、生产现场的统计资料等。
第二、统筹安排,初步提出生产计划草案
第三、综合平衡,确定车间生产计划
第四、编制各层次的生产作业计划
第五、编制生产准备计划
根据生产作业计划任务,规定原材料和外协件的供应、设备维修和工具的准备、技术文件的准备、劳动力的调配等生产准备工作的要求,以保障生产作业计划的执行。
第六、进行设备和生产面积的负荷核算和平衡
第七、制定或修改期量标准
期量标准是为生产对象(产品、部件、零件)在生产过程中的运动所规定的生产期限和生产数量的标准。不同生产类型的期量标准可参考下表:
| 序号 | 生产类型 | 期量标准 |
| 1 | 大量生产 | 节拍、流水线工作指示图表、在制品定额 |
| 2 | 成批生产 | 批量、生产间隔期、生产周期、在制品定额、提前期、交接期 |
| 3 | 单件小批 | 生产周期、提前期 |
针对以上三类生产类型,在编制生产计划时,还需注意以下要求
大批生产的班组作业(产品品种少、生产稳定、节拍生产的流水线)计划只需从工厂的总月度作业计划中,将有关产量任务按日均匀分配到相应班组。具体要点如下:
1 通常用标准计划法来对班组进行操作人员生产任务分配,即编制出标准计划指示图标。
2 把班组所加工的各种制品的投入出产顺序、期限和数量以及各工作地的不同制品次序、期限和数量全部制成标准,并固定下来。
3 有计划地做好生产前的各项准备工作,严格按标准进行生产活动
4 不用每日编制计划,只需将每月产量任务作适当调整。
成批生产车间作业计划的编制取决于车间生产组织形式和成批生产的稳定性,具体要点如下:
1 如果班组是按对象原则组成的,各班组生产的零部件为车间零部件分工表中所规定的零部件,则班组月计划任务从车间月度生产任务得出,无需进行计算。
2 如果班组是按工艺原则组成的,可按在制品定额法或累计编号法,通过在制品定额和提前期定额标准安排任务,并编制相应的生产进度计划
单件小批生产品种多,工艺和生产组织条件不稳定,不能编制零件分工序进度计划,具体要点如下:
1 根据单件小批生产特点,对于单个或一次投入一次产出的产品,现对其中主要零件及工种安排计划,指导生产过程各工序之间的衔接。
2 其余零件可根据产品生产周期表中所规定的各工序阶段提前期类别,或按工厂计划规定的具体时期,以日或周为单位,按各零件的生产周期规定投入和出产时间。


